想知道螺旋式输送机订制产品在实际使用中的表现吗?我们的现场实拍视频将为您展示产品的实际应用场景,让您亲身感受其优点和特点。
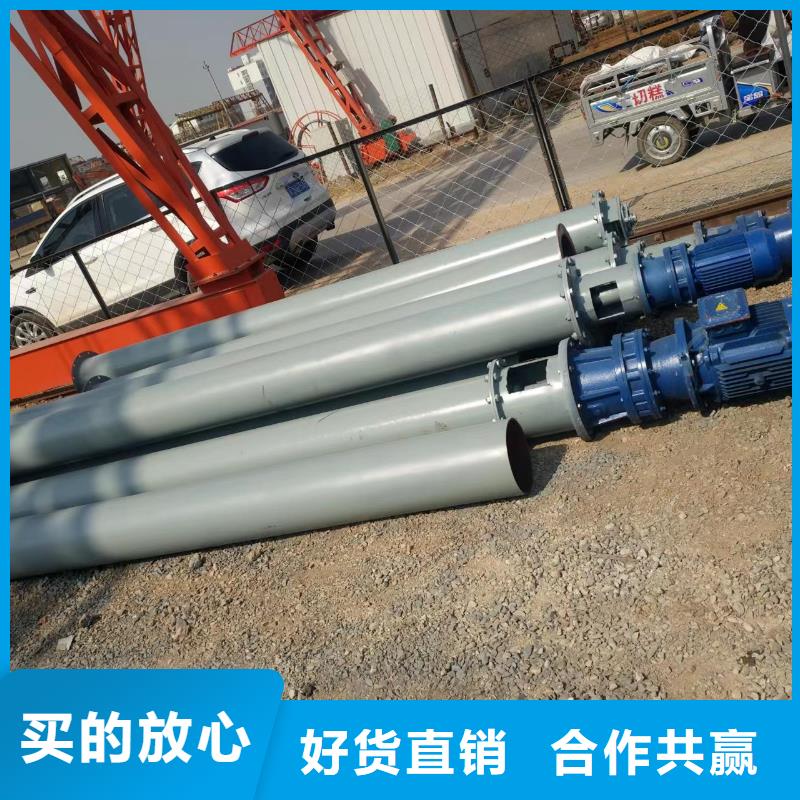
以下是:广东中山螺旋式输送机订制的图文介绍
通风蝶阀的详细介绍
优质原料 服务优质

广东中山螺旋输送机叶片与机壳间隙调整的核心方法的是:针对“轴偏移、机壳变形、叶片问题”三类核心偏差,采用“垫片调整、机壳校正、叶片修复”三类精准方法,全程同步保证同轴度和间隙均匀性。### 一、针对螺旋轴偏移(常见):垫片调整法这是调整同轴度和间隙的核心方法,通过增减轴承座垫片修正轴的位置。- 操作步骤:松开两端轴承座固定螺栓,根据百分表测出的径向跳动方向和塞尺的间隙数据,在轴承座底部或侧面加/减对应厚度的垫片(垫片厚度=间隙偏差值/2,需保证两侧对称)。- 关键要点:垫片需选用厚度均匀的钢垫片(误差≤0.1mm),每次调整后手动转动螺旋轴,用百分表复测同轴度、塞尺查间隙,反复微调至达标。- 适用场景:螺旋轴同轴度偏差、叶片四周间隙不均(无部件变形)。### 二、针对机壳变形/倾斜:机壳校正法机壳同心度偏差会直接导致间隙异常,需同步校正机壳位置和形状。- 1. 机壳倾斜调整:用水平仪测出机壳倾斜方向,松开机壳与底座的连接螺栓,在偏移侧的底座处加垫片,调整机壳水平度(≤0.5mm/m),使机壳中心与螺旋轴中心对齐。- 2. 机壳局部变形校正:用千斤顶垫木块(避免损伤机壳),轻轻顶压机壳凸起部位,同时用塞尺实时监测对应位置的间隙,直至机壳内壁平整,间隙恢复均匀。- 适用场景:机壳安装倾斜、运输或使用中出现局部变形。### 三、针对叶片变形/磨损:叶片修复法叶片自身偏差会导致间隙假象,需先修复或更换叶片再调整整体间隙。- 1. 轻微变形校正:用扳手缓慢校正叶片边缘,确保叶片与螺旋轴垂直、边缘平整,校正时避免用力过猛导致叶片断裂。- 2. 严重磨损/变形更换:拆除损坏叶片,安装新叶片时保证叶片间距均匀、与轴垂直度达标,更换后重新按“垫片调整法”校准同轴度和间隙。- 适用场景:叶片弯曲、边缘磨损不均导致局部间隙过大或过小。### 四、长距离输送机专属:分段调整法针对长度>5m的设备,需分段控制偏差,避免整体偏移。- 操作步骤:每2-3m设一个测量点,用拉线法(两端拉细线对准机壳中点)辅助定位,先调整两端轴承座基准,再逐段测量中段轴体的同轴度和间隙,通过局部加垫片或校正机壳的方式修正偏差。- 关键要点:分段调整时需保持相邻段的偏差一致,避免出现“局部达标、整体偏移”的情况。### 五、辅助调整:轴承座移位法当垫片调整无法满足精度时,通过微调轴承座位置进一步修正。- 操作步骤:松开轴承座的横向固定螺栓,用顶丝或撬棍轻轻推动轴承座(力度均匀),同时用百分表监测螺旋轴径向跳动,直至同轴度达标,再按对角线顺序拧紧螺栓。- 关键要点:移位后需再次检查轴承座水平度,避免移位导致新的偏差。要不要我帮你整理一份**不同偏差类型的调整方法对照表**,明确每种方法的操作工具、步骤、合格标准,方便现场快速匹配使用?
产品细节

通风蝶阀产品生产注重细节,精心选择原材料,精湛的通风蝶阀生产流程

通风蝶阀每道工序把关到位,多年通风蝶阀行业经验生产效率高

通风蝶阀源头厂家,出厂价直接给到客户,经久耐用,性能稳定
企业介绍
数十年来,衡泰重工机械制造(中山市分公司)始终引导 通风蝶阀制造品质,并持续沉淀,创立数字化,自动化,模具化的工艺标准,各主要 通风蝶阀部件已实现专业化、 规模化生产,绝大多数 通风蝶阀产品可以满足客户短时间交货的需要。






 扫一扫
扫一扫






